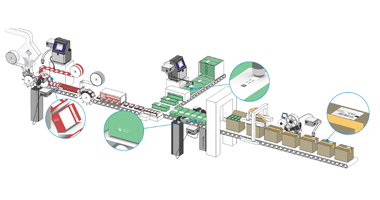
Integrated Solutions for Marking and Coding on Industrial Packaging
Packaging weighs-in as an indispensable and decisive element toward the commercial success of virtually any product. Investing in good packaging benefits the entire production, distribution, sales and consumption chain. Within the industry, packaging tends toward centralized production centers and high efficiency in terms of manufacturing, storage, distribution, identification and traceability.
Packaging decisions can directly impact factors such as cost and the technology used in manufacturing and distribution. Often persuading consumers on how products are consumed, packaging requires deep know-how in order to be designed successfully and preserve the product inside.
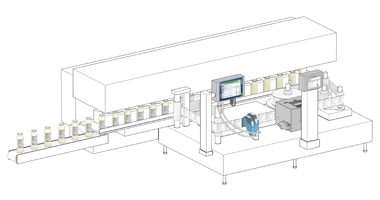
Primary Packaging
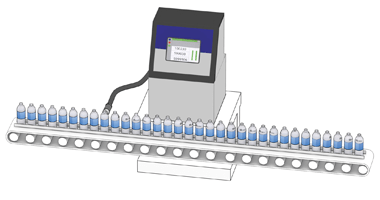
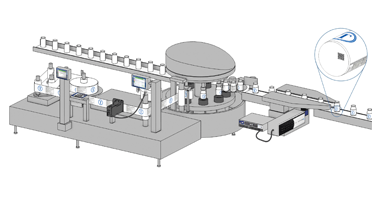
Primary packaging labeling may be printed directly onto the package surface itself or printed on paper or plastic labels and applied to the surface. In addition to product and band information, all labeling is required to include codes that facilitate track and trace capability to enable the recall of defective products and contaminated foods. For pharmaceuticals, unique individual codes must be used that enable the detection of counterfeit medications.
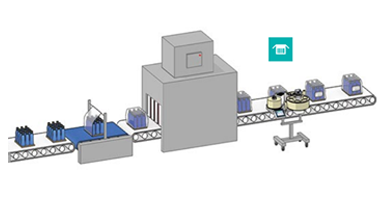
Secondary Packaging
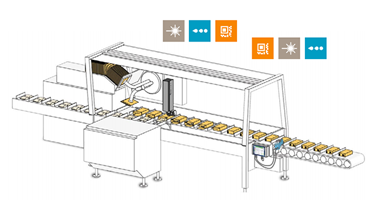
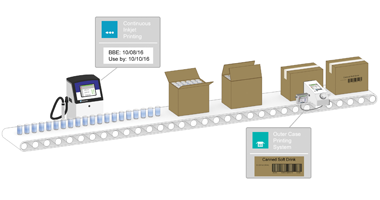
The role of labeling on secondary packaging is to identify the contents of the multi-package carton sleeve or caseload and to ensure that the package arrives at its proper destination. Secondary packaging includes the individual product cartons, multi-package sleeves, cases and stretch-wrapped full pallet loads. Caseloads may be packaged in corrugated shipping cases, or shrink-wrapped with film into shipping units.
Each level of secondary packaging must carry identification of its contents in both human-readable language and barcode or 1D and 2D coding. These codes are especially essential on food products, and large grocery chains and big box stores will not accept food shipments that do not include them. This secondary packaging requirement also applies to other products, including personal care goods, pharmaceuticals, cosmetics and chemicals, among others.
The packaging industry comprises national companies and large multinational enterprises with global resources capable of meeting the needs of markets worldwide to establish universal standards of quality, technology, functionality and trends. These large packaging entities are comprised of a complex ecosystem of manufacturers providing:
- Raw materials such as plastic resin, sheet metal, cellulose, soda ash, suppliers of equipment and product packaging
- Input products such as adhesives, paint, coloring agents and coatings
- Ancillary products like caps, seals, ribbons, transports and logistics companies, designers, consumer good companies, technical and secondary training, laboratories, I&D and regulators




Categories
- Automatic Batch Coding Machine
- Automatic MRP Printing Machine
- Bagging Machines
- Bottle Filling Machines
- Carton Labeler
- Extruder Machines
- Flexible Product Packaging
- Food Packaging
- Forming Machines
- Product Marking
- Product Coding
- Production Lines
- Product Labeling
- Tetra Pack Printing
- Tracking & Traceability
- Vacuum Sealers
- Variable Data
Contact Us
Sales and Marketing contact:
9:30 AM – 6:30 PM (Monday – Friday)
Service and Technical support